

Ferrum1963
Mitglied
- Messages
- 315
Seit längerer Zeit spukt da eine Idee im Kopf herum. So ein Ding hab ich schon öfters gesehen und auch in den Händen gehabt…
Ein Titan-Framelock-Folder!
Im Messermagazin schon die verschiedensten Modelle gesehen, kam eigentlich vom Preis her nur das Böker Epicenter in Frage. Also bestellt – die Zeit eilte ins Land und das Ding ist bis jetzt nicht lieferbar!
Genug jetzt – ich bau mir in der Zwischenzeit so was selbst! Muß doch gehen, oder?
Titan eingekauft, Klingenmaterial hatte ich ja eh schon daheim – also los geht’s an den Entwurf. Nach einigen Versuchen hab ich einen Entwurf mit einem CAD-Programm gezeichnet. Warum dieses mal mit CAD und nicht wie sonst ganz herkömmlich einen Entwurf mit der Hand gezeichnet? Antwort: Ein Kumpel hat die Möglichkeit die Form mittels Drahterosion auszuschneiden.
Vorige Woche war’s endlich soweit: Die Platinen sind ausgeschnitten!
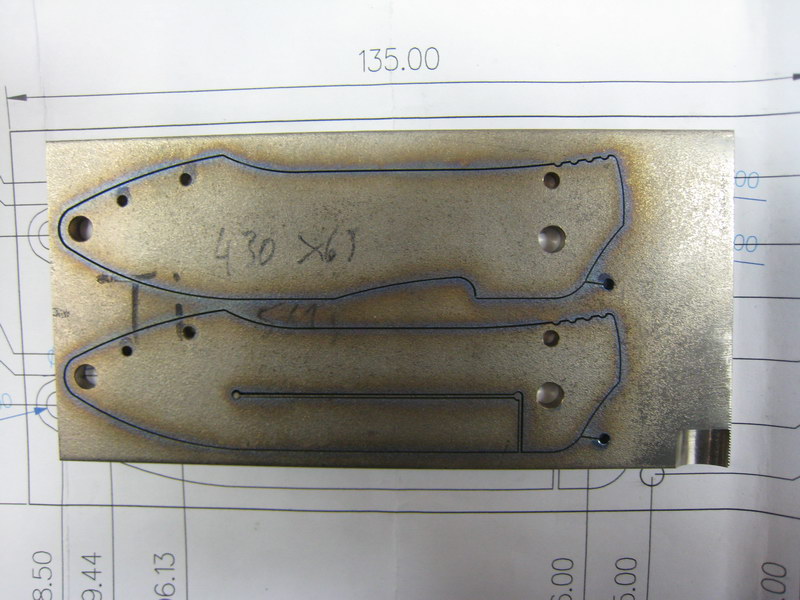

Er war auch noch so nett und hat mir alle Bohrungen gemacht. Hätte ich auch selbst geschafft – eh’ klar…

Die Genauigkeit dieses Verfahrens ist beachtlich und die Schneidkanten sind glatt wie Kinderpopo. Dachte ich… glatt haben sie sich angefühlt, aber beim schleifen waren sie eigentlich so rau wie die Oberfläche des Titanblechs. Naja, macht ja auch nix – dauert halt nur länger. Nur die Kleinen Rundungen der Daumenrampe hab ich noch nicht geschliffen. Hat wer eine Idee wie ich die schleifen kann, ohne dass ich die Kanten dabei abrunde? Bei 2mm Radius ist das schon eine Fitzelei…
Als nächster Schritt muss der Liner, der als Lock dient, so weit geschwächt werden, dass er auch ohne bedenklichen „Kraftaufwand“ bedient werden kann. Dies geschah in diesen Fall durch einfräsen einer Rundung mit 12mm Durchmesser bei der 1mm Restmaterial stehen blieb.
Als „Nichtmetaller“ war das schon eine Aufgabe für mich und meine Fräse. Welche Umdrehungsgeschwindigkeit nehm’ ich, welchen Vorschub, mit was kühle ich, etc …
Dennoch hab ich es geschafft ohne dass mir der Schaftfräser abgebrannt ist – Titan ist so was von mies zu bearbeiten…
Das Ergebnis ist aber doch zufrieden stellend, oder?
Danach muss noch für die Klingenachse in den Linern eine Senkbohrung gemacht werden. Ja ich weiß, mit einem Zapfensenker wär’s eleganter gewesen, aber man kann ja nicht jedes Werkzeug besitzen. Natürlich wieder die selben Probleme wie beim Fräsen…aber gut Ding braucht halt Weile.

Als Klingenmaterial kommt hier Zladinox tordierter Damast 150 Lagen mit 3,5mm Stärke von Smastino zum Einsatz.

Apropos Damast – ein bissl Dekadenz gehört auch dazu. Die Klingenachse hab ich auch aus Damast gedreht – soll ja dazu passen.

Ein selbst gefertigtes Tool zum Verschrauben der Achse darf dabei auch nicht fehlen.
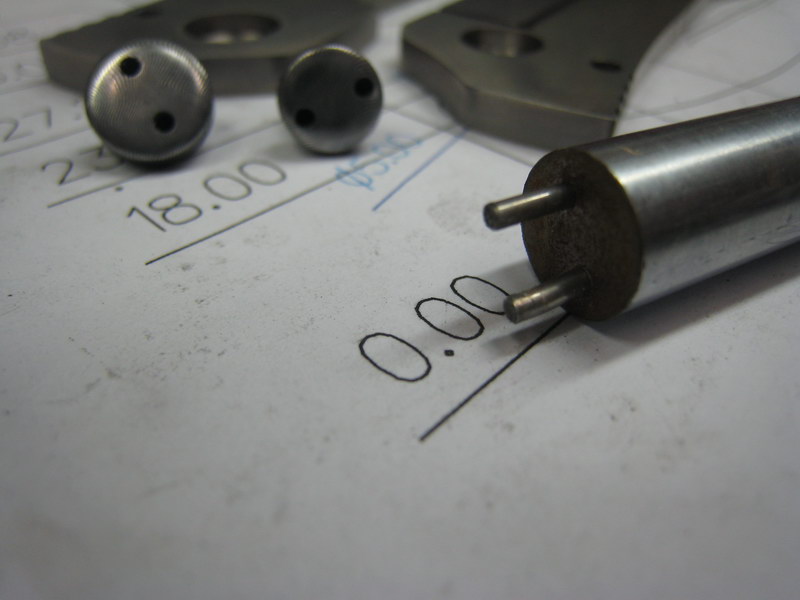
Die Achse im verbauten Zustand.


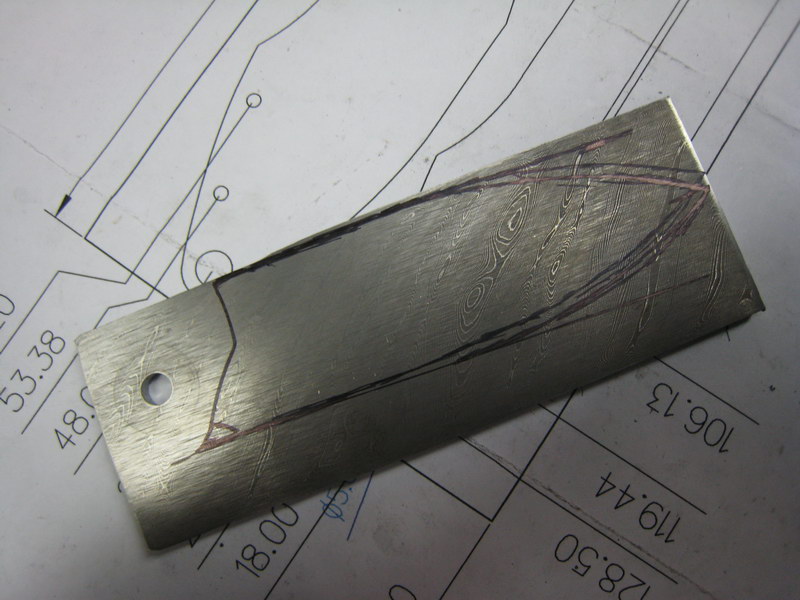
Das Klingenmaterial hab ich mal grob abgelängt und die Achsbohrung ist auch schon erledigt.

Die Klingenform wird „frei Hand“ gezeichnet…
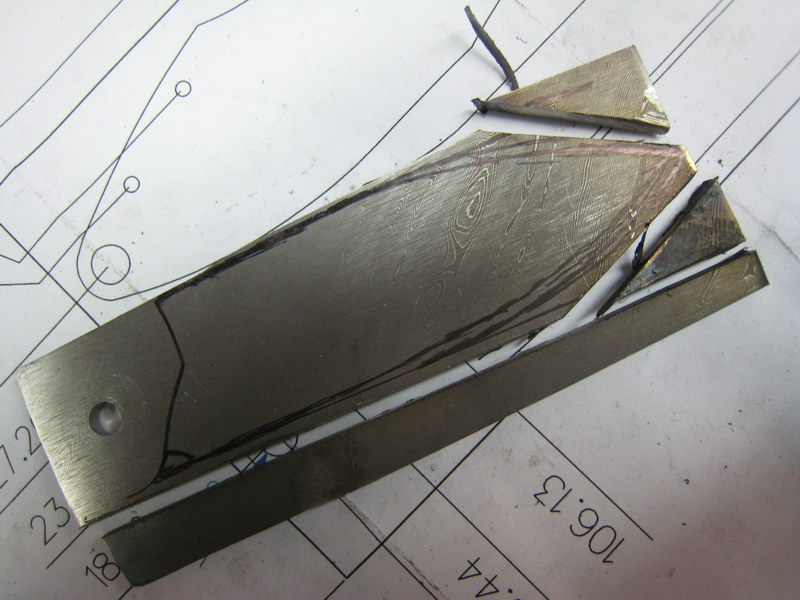
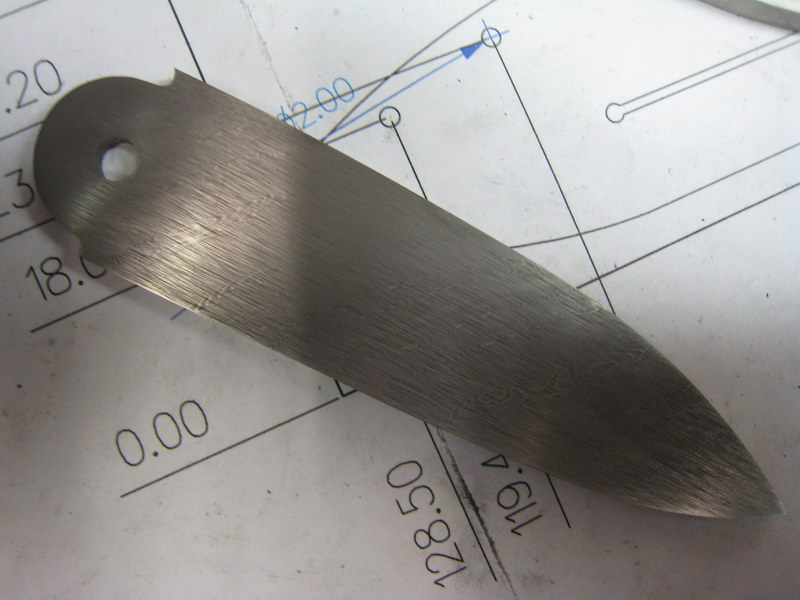
…und danach die Form grob mit der Flex ausgeschnitten und mit dem Bandschleifer in Form geschliffen.
Mit einer „Spannhand“ werden die Klinge und die Liner zueinander fixiert, damit die Löcher für den Anschlagpin gebohrt werden können.

Danach wird zwischen den beiden Bohrungen eine Linie angerissen, damit man sieht, welches überschüssiges Material noch weg geschliffen werden muss.

Die Klinge muss sich nun, ohne den Anschlagpin zu berühren, drehen lassen.
Schnell noch die selbst hergestellten Bronzescheiben beigelegt, Passstifte eingebaut und die Klingenachse verschraubt – passt alles? Jepp!!!




So, genug für heute. Ich werde – wenn gewünscht – hier über die nächsten Arbeitsschritte weiter berichten.
Ein Titan-Framelock-Folder!
Im Messermagazin schon die verschiedensten Modelle gesehen, kam eigentlich vom Preis her nur das Böker Epicenter in Frage. Also bestellt – die Zeit eilte ins Land und das Ding ist bis jetzt nicht lieferbar!
Genug jetzt – ich bau mir in der Zwischenzeit so was selbst! Muß doch gehen, oder?
Titan eingekauft, Klingenmaterial hatte ich ja eh schon daheim – also los geht’s an den Entwurf. Nach einigen Versuchen hab ich einen Entwurf mit einem CAD-Programm gezeichnet. Warum dieses mal mit CAD und nicht wie sonst ganz herkömmlich einen Entwurf mit der Hand gezeichnet? Antwort: Ein Kumpel hat die Möglichkeit die Form mittels Drahterosion auszuschneiden.
Vorige Woche war’s endlich soweit: Die Platinen sind ausgeschnitten!
Er war auch noch so nett und hat mir alle Bohrungen gemacht. Hätte ich auch selbst geschafft – eh’ klar…
Die Genauigkeit dieses Verfahrens ist beachtlich und die Schneidkanten sind glatt wie Kinderpopo. Dachte ich… glatt haben sie sich angefühlt, aber beim schleifen waren sie eigentlich so rau wie die Oberfläche des Titanblechs. Naja, macht ja auch nix – dauert halt nur länger. Nur die Kleinen Rundungen der Daumenrampe hab ich noch nicht geschliffen. Hat wer eine Idee wie ich die schleifen kann, ohne dass ich die Kanten dabei abrunde? Bei 2mm Radius ist das schon eine Fitzelei…
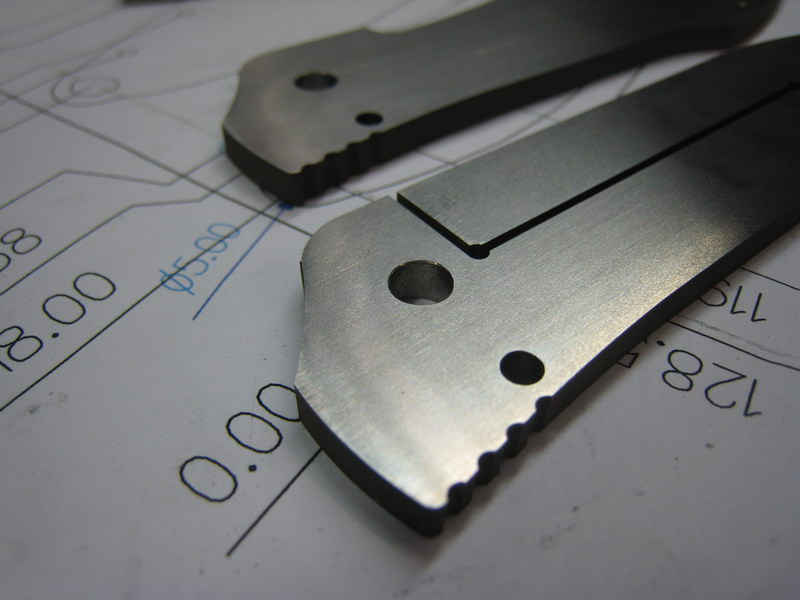
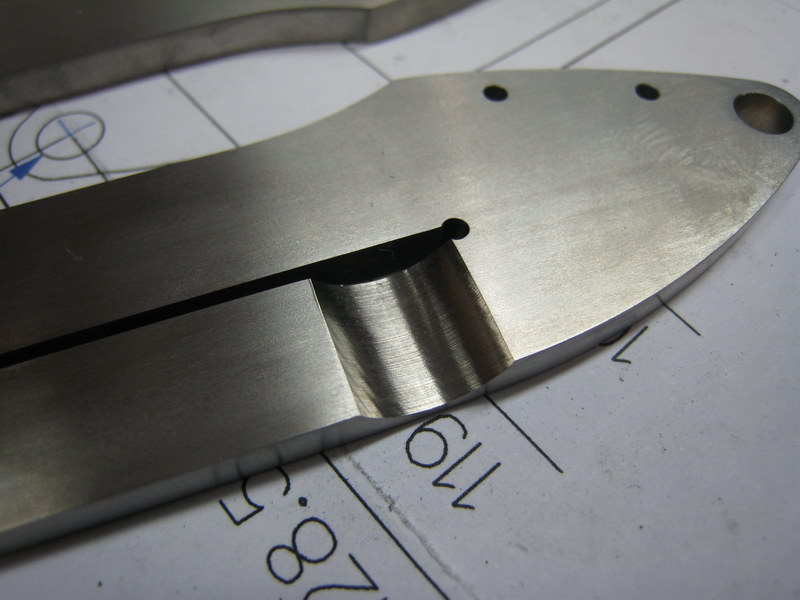
Als nächster Schritt muss der Liner, der als Lock dient, so weit geschwächt werden, dass er auch ohne bedenklichen „Kraftaufwand“ bedient werden kann. Dies geschah in diesen Fall durch einfräsen einer Rundung mit 12mm Durchmesser bei der 1mm Restmaterial stehen blieb.
Als „Nichtmetaller“ war das schon eine Aufgabe für mich und meine Fräse. Welche Umdrehungsgeschwindigkeit nehm’ ich, welchen Vorschub, mit was kühle ich, etc …
Dennoch hab ich es geschafft ohne dass mir der Schaftfräser abgebrannt ist – Titan ist so was von mies zu bearbeiten…
Das Ergebnis ist aber doch zufrieden stellend, oder?
Danach muss noch für die Klingenachse in den Linern eine Senkbohrung gemacht werden. Ja ich weiß, mit einem Zapfensenker wär’s eleganter gewesen, aber man kann ja nicht jedes Werkzeug besitzen. Natürlich wieder die selben Probleme wie beim Fräsen…aber gut Ding braucht halt Weile.
Als Klingenmaterial kommt hier Zladinox tordierter Damast 150 Lagen mit 3,5mm Stärke von Smastino zum Einsatz.
Apropos Damast – ein bissl Dekadenz gehört auch dazu. Die Klingenachse hab ich auch aus Damast gedreht – soll ja dazu passen.
Ein selbst gefertigtes Tool zum Verschrauben der Achse darf dabei auch nicht fehlen.
Die Achse im verbauten Zustand.
Das Klingenmaterial hab ich mal grob abgelängt und die Achsbohrung ist auch schon erledigt.
Die Klingenform wird „frei Hand“ gezeichnet…
…und danach die Form grob mit der Flex ausgeschnitten und mit dem Bandschleifer in Form geschliffen.
Mit einer „Spannhand“ werden die Klinge und die Liner zueinander fixiert, damit die Löcher für den Anschlagpin gebohrt werden können.
Danach wird zwischen den beiden Bohrungen eine Linie angerissen, damit man sieht, welches überschüssiges Material noch weg geschliffen werden muss.
Die Klinge muss sich nun, ohne den Anschlagpin zu berühren, drehen lassen.
Schnell noch die selbst hergestellten Bronzescheiben beigelegt, Passstifte eingebaut und die Klingenachse verschraubt – passt alles? Jepp!!!
So, genug für heute. Ich werde – wenn gewünscht – hier über die nächsten Arbeitsschritte weiter berichten.

 )
)
")




