Ist doch halb so wild: Für den Kernlochdurchmesser gilt in etwa die Faustformel :
Gewindedurchmesser * 0,8 = Kernlochdurchmesser
oder ganz genau Gewindedurchmesser - (2*Gewindesteigung)= Kernlochdurchmesser
dazu sollte man aber die Gewindesteigungen wissen

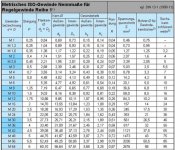
Wenn du es genauer wissen willst findest du die Kernlochdurchmesser zu metrischen Gewinden in jedem Tabellenbuch fürs Metallhandwerk, ausserdem sind bei vielen Messschiebern auf der Rückseite Tabellen mit den Kernlochdurchmessern und Gewindesteigungen angegeben.
Bei manchen Bohrersets sind Kernlochbohrer enthalten, das sind dann die mit Durchmesser 3,3mm (M4) 4,2mm(M5) 6,8mm(M8)
Zu den Gewindeschneidern: Handgewindebohrersets bestehen normalerweise aus 3 Bohrern je Durchmesser: Vorschneider,Nachschneider, Fertigschneider gekennzeichnet durch 1 bzw. 2 bzw. null umlaufende Ringe. Die 3 Werkzeuge werden nacheinander angewandt. Die damit geschnittenen Gewinde sollen von der Qualität her besser sein. Das macht aber heute fast niemand mehr wegen Zeitaufwand.
Bei den Maschinengewindebohrern gibt es viele unterschiedliche Typen: Für Durchgangs- oder Sachlochgewinde(fördern die Spänne entweder nach unten oder aber nach oben ab) dann gibts unterschiedliche Bohrer für unterschiedliches Material (Alu, Stahl, hochfesten Stahl....)die sind dann farblich gekennzeichnet. Selbstverständlich kannst Du auch mit nem Maschinengewindebohrer von Hand arbeiten.
Was für nen Gewindebohrer du nun verwendest ist gar nicht so wichtig. Kauf dir allerdings nur nicht so nen chinesischen Schrott aus dem Baumarkt, das kannst du vergessen.
Das wichtigste:
1. Nur mit Schmiermittel (Schneidöl) arbeiten
2. Beim Gewindeschneiden denn Bohrer senkrecht von Hand mit dem Windeisen ins MAterial drehen, während der ersten Umdrehung kannst Du den Winkel noch korrigieren falls du schräg angesetzt hast.
Mit Gefühl arbeiten, sonst ist der Gewindebohrer ruckzuck ab. Den Bohrer ca. 1/2 bis 1/3 Umdrehung ins Material hineindrehen, dann etwas rückwärts drehen bis die Späne brechen, dann wieder ca. ne 1/2 Umdrehung nach vorn, dann wieder etwas zurück, usw.usw.usw. Wichtig ist, dass du gleichmässig drehst, nicht ruckartig, sonst ist der Bohrer ab. Auch das Windeisen an beiden Hebelenden gleichmässig mit je einer Hand drehen, wenn du an einem Ende stärker ziehst verkantet der Bohrer.
3.Je nach Materialfestigkeit und Dicke kann man die Kernlochbohrungen etwas grösser oder kleiner bohren. Ausserdem darauf achten ob die Bohrung vom Durchmesser her auch so ausfällt wie sie sein sollte. Speziell in Alu fallen die Bohrungen gern etwas grösser aus als der Bohrerdurchmesser. Und die Bohrung vor dem gewindebohren natürlich entgraten und ansenken
Mit der Maschine gewindeschneiden geht eigentlich nur dann, wenn die Maschine auf langsamster Drehzahl läuft und beim Ausschalten nicht lange nachläuft, noch besser wenn sie per Fusspedal von Rechts auf Linkslauf umgeschaltet werden kann. Als Anfänger würde ich sowas aber nicht probieren.



")